実験シリーズです。
今回は石材のレーザー加工に関する実験です。
印鑑として使用する石材を加工します。
石材はハンズに売っているパリン石を買ってきました。
実験なので、安い石にしました。一応材料費は自分のフトコロから出しています。
これは印鑑などを作るときに使う石です。
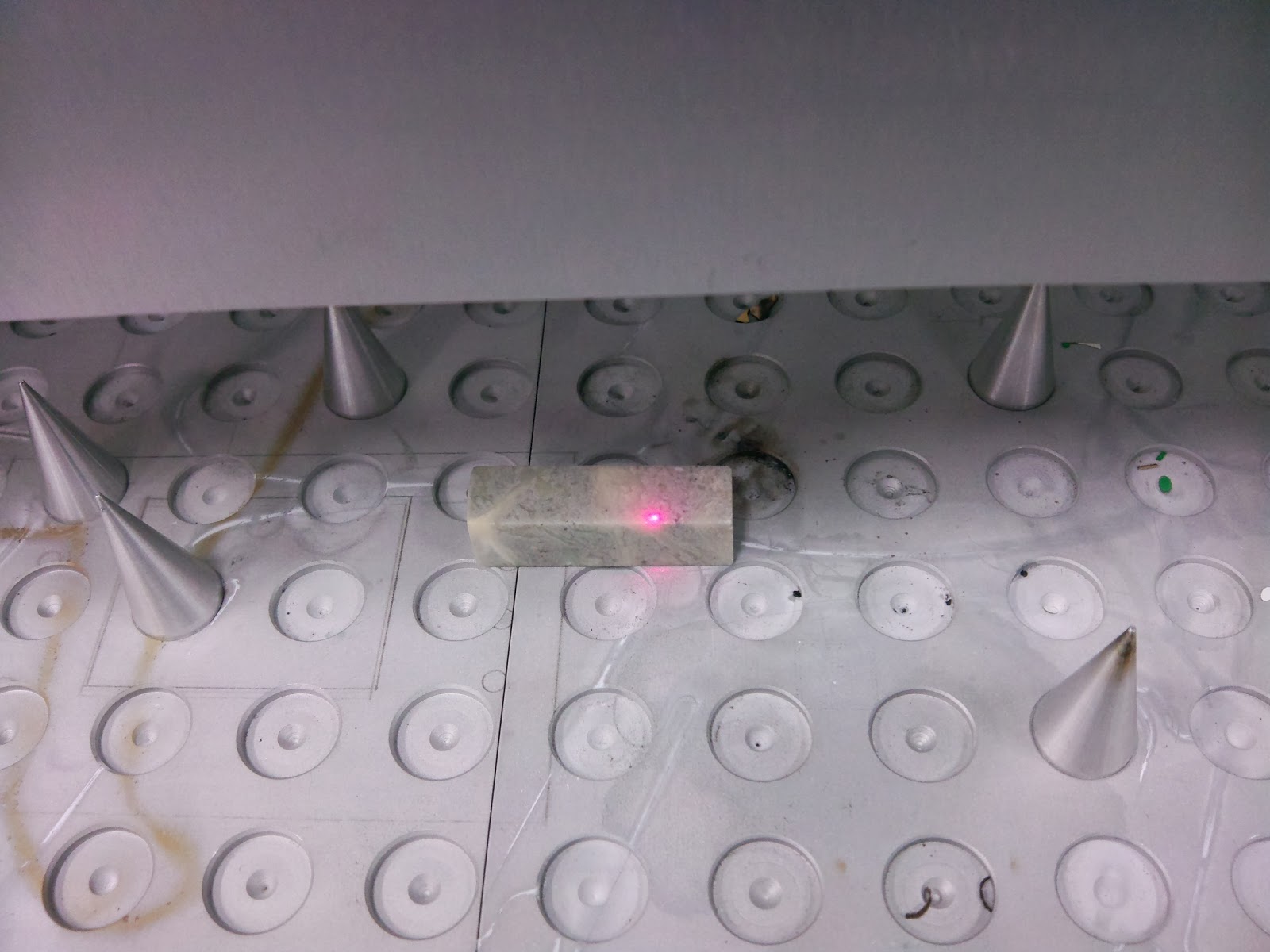
サイズは1.3mm×1.3mm×45mmです。
石材もレーザー加工できるらしいのですが、どの程度のことが出来るかが情報が少なくてよくわかりませんでした。
で、ためしにやって見たら石が溶けて破片が飛んでいました。
あわててレーザーを途中で止めましたが、表面はボロボロでした。かなり焦りました。
何事にも試しは重要です。
今回実験をしたのは、まずはレーザーの強度の違いの効果を見てみたいと思ったためです。
速度は1.6%と固定しました。木材実験で木材(黒檀など)を切った時と同じです。
強度を5, 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90, 100%
と変えていきました。
強度5%ぐらい
火花もだんだん大きくなっていきます。
照射面を横から見た図
強度を上げると周りが黒くなっていき、残った線も太くなってゆきます。
30%あたりから線の周りに黒い焦げ跡が出ています。
90%あたりになると後から見ると照射部分が少し光っています。
石英などの物質が溶けて固まっているのかもしれません。
まだ行けそうだったので、ついでに強度100%のまま速度を落としていきました。
1.5,1.4, 1.3, 1.2, 1.1, 1.0, 0.9, 0.8, 0.7
と0.1%刻みで変化させています。
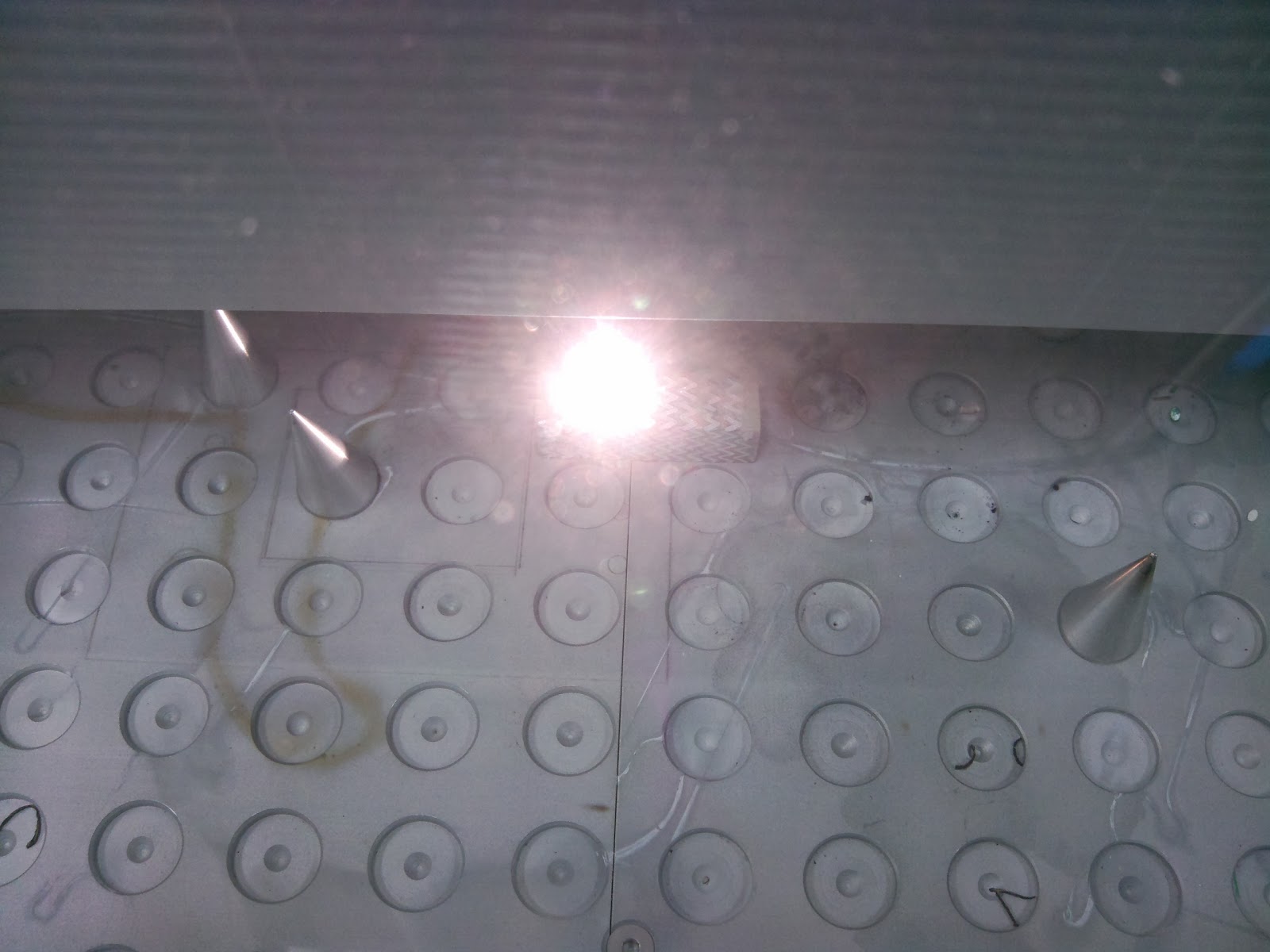
速度1.5% このあたりから火花(スパーク)
強度100%速度0.7%
今回最もレーザー強
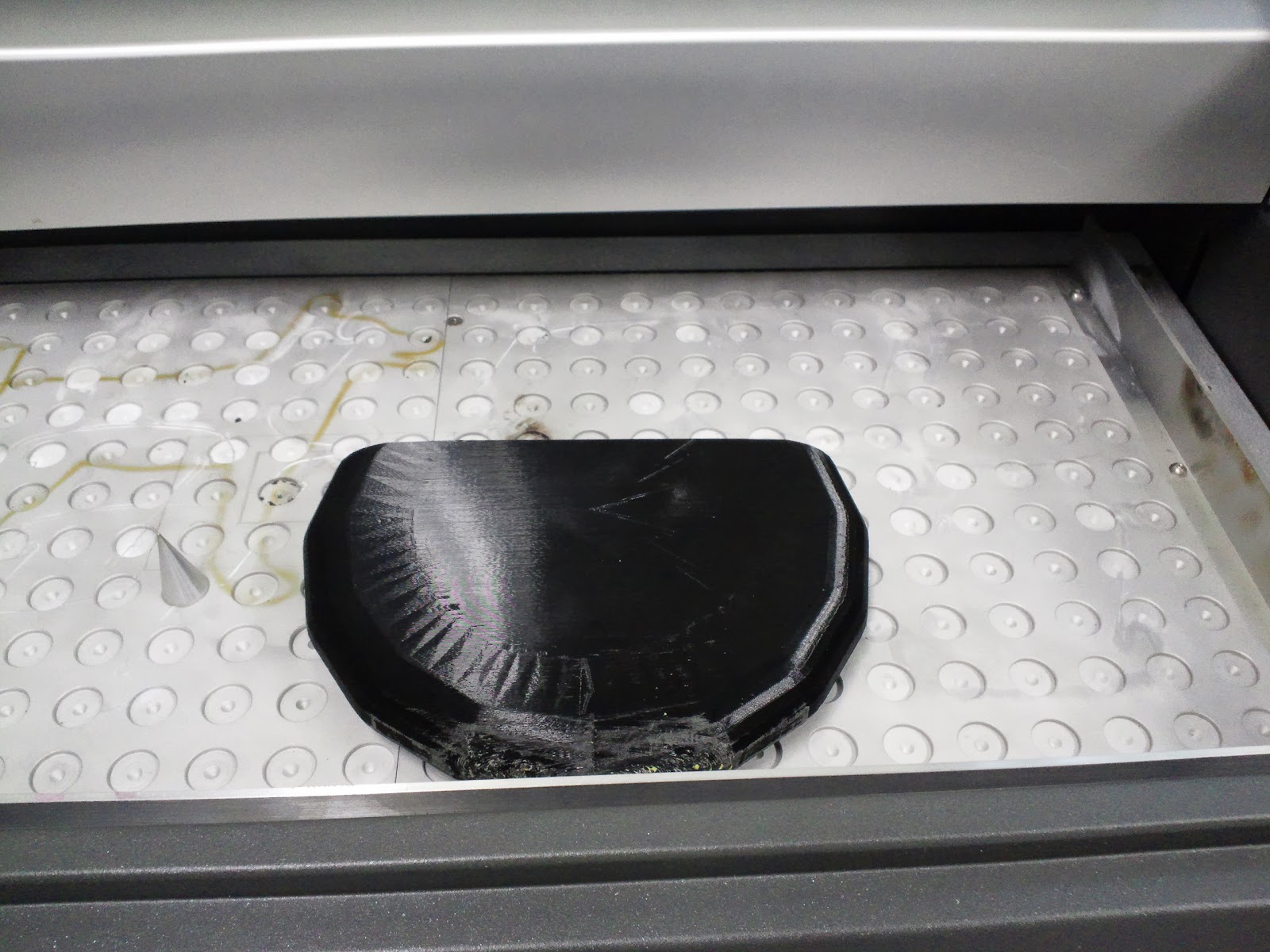
左面が強度変更、右面が強度100%速度1.5~0.7%
この図の左面より右面の方が単位面積当たりのレーザーのエネルギーが強いです。
手前から奥にかけて、強くなっています。
レーザー照射された部分は削れて行くというより、溶けて盛り上がってきています。
少なくとも今回試した石材に関して言うならば、レーザーだけで版画や印のようなものを作るのは難しそうです。
最後のあたりは黒く変色
ここまでやっておいてなんですが、あまり強度を上げると、溶ける部分が多くなって繊細な線の加工ができません。
始めにためしてみた強度10~30%速度1.6%あたりがちょうどいいのではないかと思います。
しかし、試しにラスタモードで彫刻してみたところ、何度もレーザーを当てていると、削れる部分が増えて、残しておきたい線が細くなっていきます。
石の彫刻に関してはちょうどいいパラメータを探す必要があるようです。
今後の課題です。













 表面
表面 裏面
裏面